3-beiniger Winkelstahl-Gittermast Dreibeiniger Gittermast mit gleichem oder variablem Gefälle und Winkelstahlquerschnitt für die Kommunikation

Der 3-beinige Winkelstahl-Gittermastgehört zum technischen Bereich der Herstellung von Kommunikationsausrüstung, insbesondere zu einem dreieckigen Mobilfunkmast, der aus einem Mastkörper, einer Blitzschutzspitze besteht. Der Mastkörper ist aus einem dreieckigen Mastkörper-Überlappungsaufbau gefertigt, die Mastfüße des Mastkörpers sind am Boden befestigt, die Blitzschutzspitze ragt aus der Mastkörperoberseite heraus. Der Mastkörper ist ein Mastkörper-Überlappungsaufbau mit gleichem oder einmaligem variablem Gefälle, der Mastkörperquerschnitt ist Winkelstahl, die Querverstrebungen bilden ein gleichseitiges Dreieck. Der Mastkörper ist von oben nach unten mit mehreren Arbeitsbühnen versehen. Das Gebrauchsmuster offenbart einen dreieckigen Mobilfunkmast mit den Vorteilen Sicherheit und Zuverlässigkeit sowie einfacher Struktur.
Produktbeschreibung
| Konstruktion |
| 1. Konstruktionsnorm |
ANSI/TIA-222-G/H/F, EN 1991-1-4 & EN 1993-3-1 |
| Baustahl |
| 2. Güte |
Baustahl |
Hochfester Baustahl |
| GB/T 700:Q235B, Q235C,Q235D |
GB/T1591:Q355B, Q355C,Q355D |
| ASTM A36 |
ASTM A572 Gr50 |
| EN10025: S235JR, S235J0,S235J2 |
EN10025: S355JR, S355J0,S355J2 |
| 3. Auslegungswindgeschwindigkeit |
Bis zu 250 km/h |
| 4. Zulässige Durchbiegung |
0,5 ~1,0 Grad bei Betriebsgeschwindigkeit |
| 5. Zugfestigkeit (Mpa) |
360~510 |
470~630 |
| 6. Streckgrenze (t≤16mm) (Mpa) |
235 |
355 |
| 7. Bruchdehnung (%) |
20 |
24 |
| 8. Schlagzähigkeit KV (J) |
27(20°C)---Q235B(S235JR) |
27(20°C)---Q345B(S355JR) |
| 27(0°C)---Q235C(S235J0) |
27(0°C)---Q345C(S355J0) |
| 27(-20°C)---Q235D(S235J2) |
27(-20°C)---Q345D(S355J2) |
| Schrauben & Muttern |
| 9. Güte |
Güte 4.8, 6.8, 8.8 |
| 10. Normen für mechanische Eigenschaften |
| 10.1 Schrauben |
ISO 898-1 |
| 10.2 Muttern |
ISO 898-2 |
| 10.3 Unterlegscheiben |
ISO 6507-1 |
| 11. Normen für Abmessungen |
| 11.1 Schrauben |
DIN7990, DIN931, DIN933 |
| 11.2 Muttern |
ISO4032, ISO4034 |
| 11.3 Unterlegscheiben |
DIN7989, DIN127B, ISO7091 |
| Schweißen |
| 12. Verfahren |
CO2-Schutzgasschweißen & Unterpulverschweißen (UP) |
| 13. Norm |
AWS D1.1 |
| Verzinkung |
| 14. Verzinkungsnorm für Stahlprofile |
ISO 1461 oder ASTM A123 |
| 15. Verzinkungsnorm für Schrauben und Muttern |
ISO 1461 oder ASTM A153 |
Was ist der Körper eines 3-beinigen Winkelstahl-Gittermasts?
Der Körper eines 3-beinigen Winkelstahl-Gittermasts ist die zentrale tragende Struktur des Mastes, gekennzeichnet durch eine dreieckige (pyramidenartige) Konfiguration. Er besteht aus drei vertikalen Stahlbeinen (oder Säulen), die oben verbunden sind, mit zusätzlichen Winkelstahl-Verbindungselementen, die die Beine über die gesamte Höhe verbinden. Typischerweise aus verzinkten Stahlprofilen gefertigt, ist der Körper so konstruiert, dass er sowohl vertikale Lasten (z. B. das Gewicht von Antennen, Geräten und des Mastes selbst) als auch horizontale Lasten (z. B. Wind, Schnee oder seismische Kräfte) effizient aufnehmen kann. Seine Winkelkonstruktion und sein dreieckiges Gerüst bieten außergewöhnliche Stabilität, selbst unter rauen Umweltbedingungen, während der verzinkte Stahl Korrosionsbeständigkeit und Langlebigkeit gewährleistet. Der Körper dient als primäre Stützstruktur für die Montage von Kommunikations-, Stromübertragungs- oder Überwachungsgeräten.
Was ist der Fuß eines 3-beinigen Winkelstahl-Gittermasts?
Der "Fuß" eines 3-beinigen Winkelstahl-Gittermasts bezieht sich auf den Basisbereich jedes vertikalen Beins, der mit dem Fundament des Mastes verbunden ist. Er ist eine kritische Komponente, die dafür verantwortlich ist, das gesamte Gewicht des Mastes und seiner Lasten (Geräte, Wind usw.) auf das darunter liegende Fundament zu übertragen und sicherzustellen, dass die Struktur sicher am Boden verankert ist. Die Füße sind typischerweise mit Anschlussplatten, Schrauben oder Ankerpunkten konstruiert, die fest mit dem Beton- oder Stahlbetonfundament verbunden werden. Hergestellt aus hochfestem verzinktem Stahl (im Einklang mit dem Mastkörper), sind die Füße so konstruiert, dass sie Scher-, Zug- und Druckkräfte widerstehen und ein Verschieben oder Umkippen des Mastes verhindern. Ihre Konstruktion ist auf die geologischen Bedingungen des Standorts zugeschnitten und gewährleistet die Kompatibilität mit dem Fundament für maximale Stabilität.
Was sind Leiter und Kabeltrassen eines 3-beinigen Winkelstahl-Gittermasts?
- Leiter: Eine Sicherheitskomponente, die entlang des Mastkörpers installiert ist und Arbeitern einen sicheren Weg nach oben (oder zu Zwischenplattformen) für Installation, Wartung oder Inspektion bietet. Leitern sind typischerweise aus verzinktem Stahl für Korrosionsbeständigkeit und Festigkeit gefertigt, mit Sprossen in standardmäßigen Abständen für bequemes Klettern. Sie können Sicherheitsmerkmale wie Handläufe, Absturzsicherungssysteme oder Käfiggehäuse enthalten, um Arbeiter vor Stürzen zu schützen.
- Kabeltrasse: Ein struktureller Kanal oder eine Trasse, die am Mastkörper montiert ist und dazu dient, Kabel (z. B. Kommunikationskabel, Stromkabel oder Signaldrähte) zu organisieren, zu unterstützen und zu schützen, die zwischen der Basis des Mastes und den Geräten an der Spitze verlaufen. Kabeltrassen halten Kabel ordentlich, verhindern Verheddern oder Beschädigungen durch Umwelteinflüsse (Wind, Regen, UV-Strahlung) und erleichtern den Zugang für die Wartung. Wie andere Mastkomponenten sind sie oft aus verzinktem Stahl gefertigt, um Langlebigkeit und Kompatibilität mit dem korrosionsbeständigen Design des Mastes zu gewährleisten. Zusammen verbessern Leiter und Kabeltrasse die Funktionalität des Mastes, indem sie sicheren Zugang und effizientes Kabelmanagement ermöglichen.
Wie installiert man einen 3-beinigen Winkelstahl-Gittermast?
Die Installation eines 3-beinigen Winkelstahl-Gittermasts folgt einem systematischen, sicherheitsorientierten Prozess:
- Standortvermessung und Fundamentvorbereitung: Zuerst wird eine detaillierte Standortvermessung durchgeführt, um den optimalen Standort zu bestimmen, die geologischen Bedingungen zu bewerten und potenzielle Umwelt- oder strukturelle Einschränkungen (z. B. Windgeschwindigkeiten, seismische Aktivität) zu identifizieren. Dann wird ein robustes Fundament (typischerweise Beton oder Stahlbeton) gebaut, das auf das Gewicht und die Lastanforderungen des Mastes zugeschnitten ist. Das Fundament muss eben und sicher am Boden verankert sein, um die Füße des Mastes zu tragen.
- Montage der Mastkomponenten: Vorgefertigte Komponenten (Stahlbeine, Verbindungselemente, Leiter, Kabeltrasse) werden zum Standort transportiert. Der dreieckige Mastkörper wird vor Ort montiert: Die drei Beine werden ausgerichtet, die Winkelverbindungselemente werden zur Bildung der Pyramidenstruktur angebracht und Hilfskomponenten wie Leiter und Kabeltrasse werden während der Montage installiert.
- Mastaufrichtung: Kräne oder spezielle Hebezeuge werden verwendet, um den montierten Mast (oder Abschnitte davon, bei höheren Masten) in eine vertikale Position zu heben. Die Füße des Mastes werden sorgfältig mit den Ankerpunkten des Fundaments ausgerichtet und mit Schrauben oder Ankern befestigt, um den Mast zu fixieren.
- Geräteinstallation: Die vorgesehenen Geräte (z. B. Antennen, Mikrowellenschüsseln, Stromübertragungsleitungen) werden auf der oberen Plattform des Mastes oder an dafür vorgesehenen Montagepunkten montiert. Kabel werden durch die vorinstallierte Kabeltrasse geführt und die Geräte mit der Basis verbunden.
- Qualitätskontrolle und Sicherheitsprüfungen: Es werden strenge Qualitätskontrollen durchgeführt, um die strukturelle Integrität des Mastes zu überprüfen (z. B. Festigkeit der Schrauben, Ausrichtung der Komponenten, Korrosionsbeständigkeit). Sicherheitsprotokolle werden während der Installation implementiert (z. B. Absturzsicherung für Arbeiter, Lastprüfung der Ausrüstung), um die Einhaltung von Industriestandards zu gewährleisten. Abschließende Prüfungen bestätigen, dass der Mast stabil ist, die Geräte ordnungsgemäß installiert sind und alle Systeme wie vorgesehen funktionieren.
Prüfung der Verzinkung von Winkelstahl-Gittermasten.
Die Verzinkung ist ein entscheidender Prozess für Winkelstahl-Gittermasten (wie 3-beinige Winkelstahl-Gittermasten), da sie Korrosionsbeständigkeit bietet und die Lebensdauer der Struktur in rauen Außenumgebungen (z. B. Exposition gegenüber Wind, Regen, Feuchtigkeit und industriellen Schadstoffen) verlängert. Um sicherzustellen, dass die verzinkte Beschichtung Qualitätsstandards erfüllt und wie vorgesehen funktioniert, wird eine Reihe von strengen Prüfverfahren durchgeführt. Nachfolgend finden Sie einen detaillierten Überblick über die Verzinkungsprüfung für Winkelstahl-Gittermasten:
1. Kernziele der Verzinkungsprüfung
Die Hauptziele der Prüfung sind die Verifizierung von:
Angemessene Schichtdicke (zur Gewährleistung eines langfristigen Korrosionsschutzes).
Gleichmäßigkeit und Haftung der Zinkbeschichtung (zur Vermeidung von Abblättern oder Abplatzen).
Freiheit von Defekten (z. B. Risse, Poren, blanke Stellen oder übermäßiger Zinkaufbau).
Korrosionsbeständigkeit (zur Bestätigung, dass die Beschichtung Umwelteinflüssen standhält).
2. Wichtige Prüfmethoden für verzinkte Winkelstahl-Gittermasten
Die Prüfung wird typischerweise in zwei Phasen durchgeführt: nach der werkseitigen Verzinkung (an einzelnen Komponenten wie Beinen, Verbindungselementen oder Sprossen) und nach der Installation (Stichproben am montierten Mast). Die gängigsten Methoden umfassen:
A. Messung der Schichtdicke
Die Dicke der Zinkschicht hat direkten Einfluss auf die Korrosionsbeständigkeit – eine zu dünne Schicht versagt vorzeitig, während eine übermäßige Dicke Sprödigkeit oder schlechte Passgenauigkeit der Komponenten verursachen kann.
Prüfnormen: Entspricht internationalen Normen wie ASTM A123 (für die Feuerverzinkung von Baustahl) oder ISO 1461 (für feuerverzinkte Beschichtungen auf Eisen- und Stahlwaren).
Prüfwerkzeuge:
Magnetischer Dickenmesser: Die am weitesten verbreitete zerstörungsfreie Methode. Er misst den Abstand zwischen einer magnetischen Sonde und dem Stahlsubstrat und berechnet die Schichtdicke. Messungen werden an mehreren Stellen (z. B. 3–5 Punkte pro Quadratmeter) an jeder Komponente durchgeführt, wobei der Schwerpunkt auf Bereichen mit hoher Beanspruchung (z. B. Beinverbindungen, Schraubenlöcher) und schwer zu beschichtenden Bereichen liegt.
Mikrometer (zerstörend): Zur Verifizierung kann ein kleiner Abschnitt der Komponente geschnitten und die Schichtdicke direkt mit einem Mikrometer gemessen werden (nur für Stichproben, nicht für Fertigteile).
Akzeptanzkriterien: Typische Mindestdicken reichen von 85–120 µm (Mikrometer) für Baustahlkomponenten, abhängig von der Dicke des Stahls und der Anwendung (z. B. Masten in Küsten- oder Industriegebieten können dickere Beschichtungen erfordern).
B. Haftprüfung (Bindungsfestigkeit)
Eine starke Verbindung zwischen der Zinkbeschichtung und dem Stahlsubstrat verhindert ein Abblättern während des Transports, der Installation oder der Exposition gegenüber mechanischer Beanspruchung (z. B. windinduzierte Vibrationen).
Biegeprüfung: Eine Probe des verzinkten Stahls (z. B. ein Abschnitt von Winkelstahl) wird 180° um einen Dorn (Durchmesser entsprechend der Dicke des Stahls) gebogen. Nach dem Biegen wird die Beschichtung auf Risse, Abplatzen oder Ablösung vom Stahl geprüft. Keine sichtbare Ablösung ist zulässig.
Hammerprüfung: Ein gewichteter Hammer (typischerweise 0,5–1 kg) wird an mehreren Stellen fest auf die Beschichtung geschlagen. Die Beschichtung sollte nicht abplatzen, abblättern oder sich lösen – nur geringe Eindellungen (ohne Freilegung des Stahlsubstrats) sind zulässig.
Messerprüfung: Ein scharfes, nicht gezahntes Messer wird verwendet, um einen Kreuzschnitt (Gittermuster) in die Beschichtung zu machen. Klebeband wird über den Schnitt aufgebracht und schnell abgezogen; minimale Beschichtungsentfernung (falls überhaupt) ist zulässig.
C. Visuelle Inspektion und Oberflächenfehlerprüfung
Die visuelle Inspektion identifiziert offensichtliche Mängel, die die Integrität der Beschichtung beeinträchtigen.
Verfahren: Jede verzinkte Komponente (und der montierte Mast) wird mit bloßem Auge oder einer Lupe (10-fache Vergrößerung) auf Folgendes geprüft:
Blankstellen (freigelegter Stahl), Poren oder Nadellöcher.
Risse, Blasen oder ungleichmäßiger Zinkaufbau (z. B. "Läufer" oder "Tropfen" durch fehlerhafte Verzinkung).
Verschmutzung (z. B. Öl, Schmutz oder Oxidschichten unter der Beschichtung).
Akzeptanzkriterien: Kein blanker Stahl sollte sichtbar sein; geringfügige Oberflächenunregelmäßigkeiten (z. B. kleine Zinkknötchen) sind zulässig, sofern sie die Passgenauigkeit der Komponenten oder die strukturelle Leistung nicht beeinträchtigen.
D. Korrosionsbeständigkeitsprüfung
Dies bestätigt die Fähigkeit der Beschichtung, Rost und Degradation im Laufe der Zeit zu widerstehen.
Salzsprühnebelprüfung: Eine gängige beschleunigte Korrosionsprüfung (gemäß ASTM B117 oder ISO 9227). Verzinkte Proben werden in eine Kammer gestellt, in der ein kontinuierlicher Nebel aus 5% Natriumchlorid (Salzwasser) bei kontrollierter Temperatur (35°C) versprüht wird. Die Proben werden periodisch (z. B. nach 24, 48, 100 oder 500 Stunden) auf Anzeichen von Rotrost (Stahlkorrosion) oder Weißrost (Zinkoxidation) untersucht.
Akzeptanz: Für Gittermasten sollte die Beschichtung mindestens 100–500 Stunden (abhängig von der Anwendungsumgebung) Rotrost widerstehen. Weißrost (eine vorübergehende Zinkoxidschicht) ist normal und kein Zeichen für einen Fehler, sollte sich aber nicht übermäßig ausbreiten.
Feldversuch: Langzeitversuche beinhalten die Installation von Musterkomponenten in der vorgesehenen Umgebung des Mastes (z. B. Küsten-, Wüsten- oder Industriegebiete) und die Überwachung der Korrosion über Monate oder Jahre. Dies validiert die Leistung in der Praxis.
E. Analyse der chemischen Zusammensetzung (optional)
Um sicherzustellen, dass die Zinkbeschichtung Reinheitsstandards erfüllt, kann eine chemische Analyse des Verzinkungsbades oder von Beschichtungsproben durchgeführt werden.
Prüfverfahren: Atomabsorptionsspektroskopie (AAS) oder Röntgenfluoreszenz (XRF) zur Messung des Zinkgehalts (typischerweise ≥98% reines Zink für Feuerverzinkung) und zur Erkennung von Verunreinigungen (z. B. Blei, Eisen), die die Beschichtungsqualität beeinträchtigen könnten.
3. Prüfnormen und Konformität
Die Verzinkungsprüfung für Winkelstahl-Gittermasten muss branchenspezifischen Normen entsprechen, um Konsistenz und Zuverlässigkeit zu gewährleisten:
ASTM-Normen: ASTM A123 (Feuerverzinkung), ASTM B117 (Salzsprühnebelprüfung), ASTM A817 (verzinkter Stahl für Übertragungsmasten).
ISO-Normen: ISO 1461 (verzinkte Beschichtungen), ISO 9227 (Salzsprühnebelprüfung).
Lokale/branchenspezifische Normen: Für Telekommunikations- oder Stromübertragungsmasten können zusätzliche Anforderungen von Regulierungsbehörden (z. B. IEEE für Strominfrastruktur, ITU für Telekommunikationsmasten) oder Projektspezifikationen festgelegt werden.
4. Prüfung nach der Installation
Nach der Montage und Installation des Mastes werden Stichproben durchgeführt, um zu bestätigen, dass die verzinkte Beschichtung während des Transports, der Hebung oder der Montage nicht beschädigt wurde:
Erneute Messung der Schichtdicke an kritischen Verbindungen (z. B. Bein-zu-Fundament-Verbindungen, Leiterbefestigungen).
Prüfung auf Kratzer, Dellen oder Abschürfungen, die das Stahlsubstrat freigelegt haben könnten (bei geringfügigen Schäden mit zinkreicher Farbe ausbessern).
Überprüfung, ob Schraubenlöcher und Verbindungspunkte (Bereiche mit hoher Beanspruchung) eine ausreichende Schichtdicke aufweisen.
Zusammenfassung
Die Verzinkungsprüfung für Winkelstahl-Gittermasten ist ein umfassender Prozess, der sich auf Dicke, Haftung, Oberflächenqualität und Korrosionsbeständigkeit konzentriert. Durch die Einhaltung strenger Normen und die Durchführung von Werkstatt- und Vor-Ort-Tests wird die Integrität der Zinkbeschichtung gewährleistet, wodurch der Mast rauen Umweltbedingungen standhalten und langfristige Zuverlässigkeit in Telekommunikations-, Stromübertragungs- und anderen Infrastrukturanwendungen bieten kann.
Bitte klicken Sie hier für weitere Informationen!!!!!!
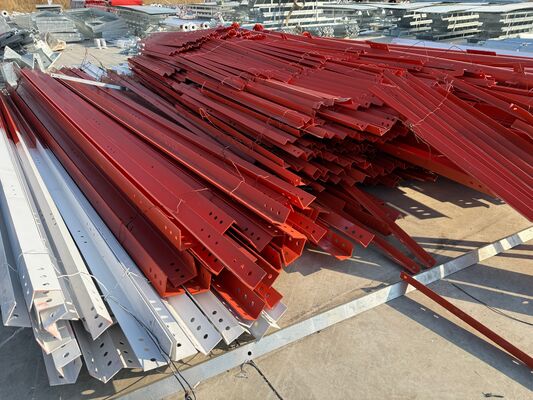
Verpackung & Versand
Kooperationskunden
Zertifizierungen
Bitte klicken Sie hier für weitere Informationen!!!!!!
Kundenspezifische Produkttypen & Vorteile
Freitragender Mast
Freitragende Masten sind in der Regel 3- oder 4-beinige Masten, deren Material Stahlrohr oder Winkelstahl ist. Bei der Verbindung werden Rohrmasten über Flansche und Winkelstahnmasten über Muttern und Schrauben verbunden.
Merkmale:
1. Geringer Windlastkoeffizient, hohe Windbeständigkeit.
2. Spart Landressourcen, bequeme Standortwahl.
Bequemer Transport und Installation.
Rohrstahlmast
Der Rohrmast bezieht sich auf eine freitragende Hochstahlkonstruktion mit einer Maststütze aus Stahlrohren und einem dreieckigen Mastkörperabschnitt. Seine Hauptmerkmale sind, dass die drei Rohrmaststützen aus Stahlrohren gefertigt sind und der Mastkörperabschnitt dreieckig ist, was eine Hochstahlkonstruktion darstellt, die sich von Winkelstahl unterscheidet.
Monopolmast
Der Monopolmast ist ein häufig verwendeter Typ mit schönem Aussehen, der eine kleine Fläche von 9 bis 18 Quadratmetern abdeckt, kostengünstig ist und von der Mehrheit der Bauherren übernommen wird. Der Mastkörper hat einen vernünftigeren Querschnitt, der durch hochfeste Schrauben oder Überlappung (Gleitverbindung) verbunden ist. Er zeichnet sich durch einfache Installation aus und kann sich an eine Vielzahl von komplizierten Baustellen anpassen.
Abgespannter Mast
Abgespannte Masten haben ein neuartiges Aussehen, und ihr größtes Merkmal ist die Verstärkung durch Stahlseile. Abgespannte Masten sind ein gängiger Typ von Kommunikationstürmen, der wirtschaftlich und praktisch ist. Sie sind leichter und billiger als andere. Sie eignen sich sehr gut für geografisch weite Gebiete.
Wachturm
Der Wachturm ist ein multifunktionales Gebäude, das hauptsächlich zur Beobachtung der Umgebung dient und in vielen Bereichen eine wichtige Rolle spielt. Sein Design betont Harmonie und Einheit mit der natürlichen Umgebung, und der architektonische Stil ist normalerweise auf die Umgebung abgestimmt. Beobachtungstürme bestehen in der Regel aus Mastkörpern, Plattformen, Türmen und Leitern mit kompakten und langlebigen Strukturen.
Tarnbaumturm
Tarnbaumtürme sind auch eine Art künstlicher Bäume, die Bionic-Baumtürmen ähneln. Auf einer Basis wie ein echter Baum, plus sorgfältiges Design, werden sie, wenn sie zwischen echten Bäumen in einem Aussichtsbereich, Park und Platz platziert werden, Teil der Natur.
Merkmale:
1. Exquisite Struktur und prächtiges Aussehen.
2. Starke strukturelle Stabilität und lange Lebensdauer.
3. Geringe Flächenabdeckung und großer wirtschaftlicher Effekt.
Unsere Dienstleistungen
JIAYAO CO., LTD. ist ein professioneller Hersteller von Telekommunikationstürmen, der nach ISO9001 zertifiziert ist. Wir sind bestrebt, unseren Kunden die optimiertesten Lösungen und die besten Kommunikationstürme anzubieten. Viele Produkte wurden in die USA, nach Europa und in 55 andere Länder exportiert.
Wir sind spezialisiert auf die Entwicklung und Herstellung von Winkelstahlmasten, Rohrstahlmasten, Monopolmasten, Kiefernbaumtürmen, abgespannten Masten und Wachtürmen. Unsere Abteilungen umfassen Design, F&E, Inspektion, Labor, Qualitätskontrolle, Verzinkung und Stahlmastabteilungen. Unsere Rohstoffe stammen von bekannten Stahlwerken in China: HBIS Group, Baowu Steel Group, Shougang Group.
Wenn Sie ihn benötigen, heißen wir Sie 24 Stunden am Tag willkommen!

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!